
Bildquelle: undefined undefined / iStock / Getty Images Plus
Schweißen gilt nach DIN EN ISO 9000 als ein spezieller Prozess. Das bedeutet, dass, nachdem Schweißnähte hergestellt wurden, nur noch wenige bis gar keine Möglichkeiten einer zerstörungsfreien Qualitätsprüfung bestehen. Es ist also notwendig, vor dem Prozess „Schweißen“ durch geeignete Maßnahmen die Produktqualität sicherzustellen. Ein ganz wichtiger und entscheidender Faktor ist der Mensch; beim Schweißen ist die Handfertigkeit des Ausführenden von elementarer Bedeutung.
Bei diesem Beitrag handelt es sich um einen Auszug. Den vollständigen Beitrag finden Sie im Produkt „Die Schweißaufsicht im Betrieb“.
Inhaltsverzeichnis
Schweißnähte als Kerbe
Schweißnähte bewirken lokal veränderte, mechanische Eigenschaften im Bauteil. Die Ursache hierfür ist in dem Zusammenwirken zwischen äußerer Kerbe, bedingt durch den Schweißwulst, und im inneren, morphologischen Aufbau des Schweißnahtbereichs zu suchen – wobei beide die mechanischen Schweißnahteigenschaften bestimmen. Die Morphologie der Naht kann als strukturelle Kerbe bezeichnet werden, der Schweißwulst ist eine äußere, geometrische Kerbe.
Schweißwärme
Durch die örtliche Wärmezufuhr entstehen im Bauteil Dehnungen, die durch den umgebenden, nicht erwärmten Werkstoff behindert werden. Infolge der veränderten Werkstoffeigenschaften kommt es zu plastischen Verformungen. Beim nachfolgenden Abkühlen setzt ein Schrumpfen gegen den Widerstand des sich verfestigenden Werkstoffs ein. Zusätzlich wird das Schrumpfen durch den angrenzenden Werkstoff behindert. Durch die Behinderung des Schrumpfens entstehen Verformungen (Verzug) und Schrumpfspannungen (Schweißeigenspannungen).
Je größer die Behinderung des Schrumpfens ist, desto größer sind die entstehenden Eigenspannungen.
Es leuchtet daher ein, dass vom Grundmaterial ausreichende Zähigkeit verlangt werden muss. Anderenfalls kann das Material den örtlichen Dehnungen während der Schweißung nicht folgen und es kommt zu den gefürchteten Schrumpfrissen.
Maßnahmen gegen Schrumpfungen und Schrumpfspannungen
Schrumpfungen sind unerwünscht, lassen sich aber nicht immer vermeiden. Nachfolgend werden Maßnahmen aufgelistet, durch die Schrumpfungen und Schrumpfspannungen minimiert werden können.
Konstruktive Maßnahmen
- eine Konstruktion mit möglichst dünnen Querschnitten wählen
- Der Schweißnahtquerschnitt (Nahtvolumen) ist möglichst gering zu bemessen (aber Mindestdicke beachten). Das heißt, es sind keine dickeren Nähte als rechnerisch erforderlich zu wählen. Bei Kehlnähten sind die Grenzdicken zu beachten.
- beim Schweißen dicker Querschnittsteile die Teilbereiche vorwärmen
- möglichst Zugbeanspruchungen in Richtung der Werkstoffdicke vermeiden
- unterbrochene Nähte anstelle langer Nähte verwenden
- Lokale Spannungskonzentrationen sind konstruktiv zu vermeiden. Sie sind mehrachsig!
- Kreuzende Nähte sind zu vermeiden. Wenn sich kreuzende Nähte nicht vermeiden lassen, dann sind Ausnehmungen vorzusehen. Diese ermöglichen obendrein auch noch den zerstörungsfreien Nachweis der Nahtgüte durch Röntgen oder Schallen.
- keine schroffen Übergänge vorsehen, kontinuierliche Kraftübertragung anstreben
- entgegengesetztes Vorspannen bei zu erwartenden Krümmungen bzw. Vorknicken bei Winkelschrumpfungen
Schweißfolgeplan
- Festlegungen sind im Schweißfolgeplan zu dokumentieren.
Ziel: Die zu verschweißenden Bauteile sollen möglichst die freie Beweglichkeit behalten. Der Schweißfolgeplan wird im Allgemeinen durch den Schweißfachingenieur (SFI) festgelegt. - Kurze Nähte in „einem Zug“ durchschweißen.
- Lange Nähte sind im Pilgerschritt auszuführen. Die Schweißung erfolgt dabei von der Mitte zum Rand hin. Hierdurch werden die Querschrumpfungen auf die gesamte Nahtlänge gleichmäßig verteilt und die Längsschrumpfungen werden abgemindert.
Plastische Formänderungen
Schweißeigenspannungen und Schweißverzug entstehen durch ungleichmäßige Erwärmung und plastische Formänderungen. Die durch den Schweißvorgang verursachten, örtlich konzentrierten thermischen Formänderungen werden durch angrenzende kalte Querschnittsteile sowohl beim Erwärmen als auch beim Abkühlen behindert, was zu plastischen Verformungen führt. In der erwärmten Zone entstehen durch Dehnbehinderung Druckspannungen, die sich beim Abkühlen in Zugspannungen umkehren.
Schrumpfungsrichtungen
Bezogen auf die Schweißnaht, lassen sich am Schweißteil folgende Bewegungsrichtungen der Schrumpfung unterscheiden:
- Längsschrumpfung
- Querschrumpfung
- Dickenschrumpfung (ohne Bedeutung)
- Winkelschrumpfung
Eine Behinderung des Schweißverzugs kann durch steife Einspannung erfolgen; dies hat aber höhere Schweißeigenspannungen zur Folge.
Hinweise für sichere Schweißnähte
Aus besagten Gründen ist daher eine Schweißnaht so auszuführen, dass sie den Anforderungen gerecht wird. Dazu gehört, dass alle Ecken und Stirnseiten umschweißt werden müssen. Das heißt, dass an diesen Stellen keine Endkrater gelegt werden dürfen. 3 Beispiele:
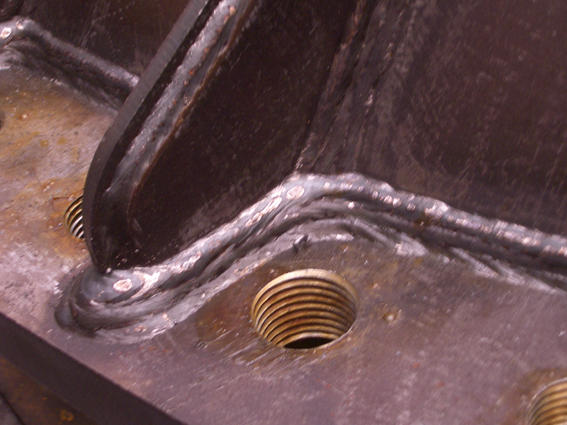
Umschweißte Ecken
Wie aus Abbildung 1 hervorgeht, wird zuerst die von oben kommende Schweißnaht (PA) geschweißt. Deren (rissfreie) Endkrater in der Ecke werden dann in die umlaufende Schweißnaht eingebunden.
Falsche Brennerhaltung und Schweißposition
Die folgende Schweißnaht ist das Ergebnis einer falschen Brennerhaltung und Schweißposition. Sie liegt fast vollständig am gekanteten Profil, ohne den Steg sinnvoll anzubinden. Auch die starke Spritzerbildung ist ein Beleg für handwerkliches Unvermögen.

Eingeebnete Schweißnaht
Folgendes Foto zeigt eine Schweißnaht, die einseitig an das Profil angeschweißt worden ist. Zudem hat der Schweißer die Oberfläche der Schweißnaht noch beschliffen, vermutlich um Schlimmeres zu verbergen. Dadurch wurden auch noch tiefe Schleifriefen in das Profil eingebracht. Es gilt der Grundsatz: Die Schuppung der Schweißnaht muss sichtbar bleiben! An einer Schweißnahtoberfläche gibt es nichts zu schleifen.

Anforderungen an Schweißnähte
Die Herstellung von Schweißnähten verlangt große Sorgfalt in Planung, Vorbereitung und Ausführung sowie eine angemessene Ausstattung der Betriebe. Anspruchsvolle Schweißarbeiten dürfen nur von dafür anerkannten Betrieben ausgeführt werden. Für die Anerkennung muss die Ausrüstung bestimmten Mindestanforderungen genügen und die Aufsicht durch einen anerkannten Schweißfachingenieur gesichert sein (z.B. DIN EN ISO 3834-2).
Nahtgüte
Wichtig ist die Sicherung der Schweißnahtqualität durch Prüfungen nach der Herstellung. Dies spielt eine besondere Rolle für Schweißnähte (Prüfnähte), die aufgrund der Einstufung „Nahtgüte nachgewiesen“ höher beansprucht werden dürfen als andere. Die Prüfungen müssen zerstörungsfrei erfolgen.
Prüfungen müssen sorgfältig geplant und auf Prüfplänen an- und freigegeben werden.
Die Schweißtechnik gehört zu den wichtigsten Fügetechniken in der Industrie. Bei der schweißtechnischen Fertigung von Bauteilen entstehen Verzug und Eigenspannungen, die die Einsatzeignung und Lebensdauer der Bauteile beeinträchtigen können. Starker Verzug behindert darüber hinaus die form- und maßgenaue Bearbeitung und den Zusammenbau.
Ungeachtet unserer Wahrnehmung sind wir von Schweißverbindungen umgeben, die erdacht, konstruiert, berechnet, getestet, ausgeführt, optimiert, überprüft werden und schließlich halten müssen.
Vorgang der Herstellung
Der Vorgang bei der Herstellung üblicher Schweißverbindungen an metallischen Werkstoffen beginnt mit der lokalen Einbringung hoher Energie und dem Aufschmelzen von Grund- und Zusatzwerkstoffen. Dann muss das flüssige Metall in die richtige Form gebracht werden, bevor es wieder abkühlen und erstarren darf.
Nach dem Erstarren und während des Abkühlens wandelt sich der nun neue Werkstoff, der sich aus Grund- und Zusatzwerkstoff zusammensetzt, weiter um. Die erhitzten Bereiche schrumpfen und es kommt zu Eigenspannungen und zum Verzug.
Vergleich mit der Stahlherstellung
Im Wesentlichen entsprechen diese Vorgänge denen bei der Stahlherstellung. Wenn man weiß, wie viele Ingenieure, Wissenschaftler und andere Spezialisten in so einem Stahlwerk beschäftigt sind, sollte man sich gründlich überlegen, wen man mit Schweißarbeiten beauftragt.
Autor: Reinhard Örtl
Den kompletten Beitrag finden Sie im Produkt „Die Schweißaufsicht im Betrieb“.